溶接に関わる基本情報をまとめています。詳細内容は各リンクよりご確認いただけます。
商用交流を所定の電圧に降圧させた後、サイリスタ(半導体素子)で構成した回路で、出力を半サイクルごとに調整し、出力を制御します。これは、電源電圧の50Hzまたは60Hzの時間でしか出力可変できません。構造が比較的簡単であり、耐久性に優れているのが特徴です。

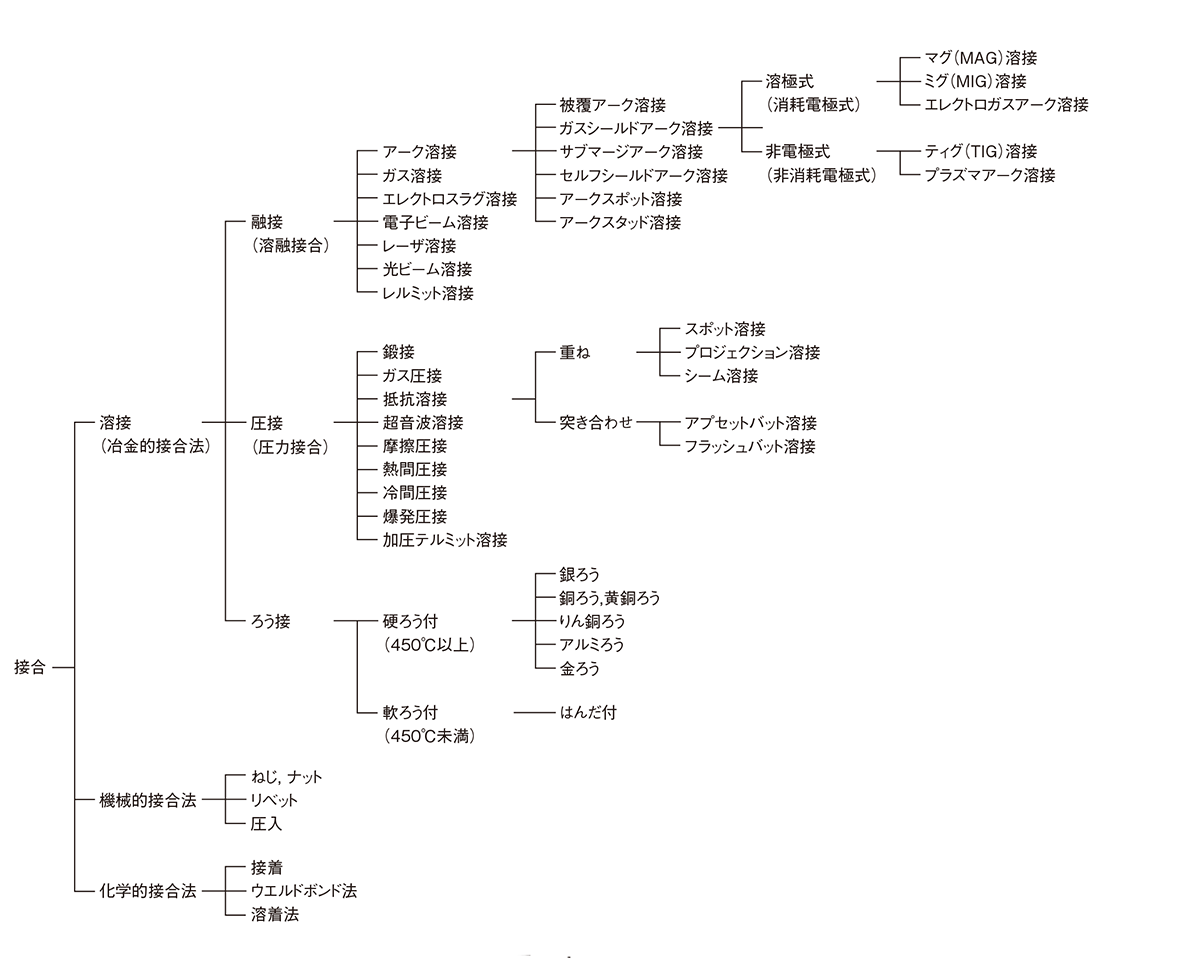
異なる金属同士を接合する金属接合は、接合原理の違いによって「治金的接合」「科学的接合」「機械的接合」の3種類に分類されます。
溶接は、「治金的接合」にあたり、熱接(溶融接合)、圧接(圧力接合)、ろう接があります。
用途・目的に沿って最適な溶接方法を選択し、金属同士を接合させる必要があります。
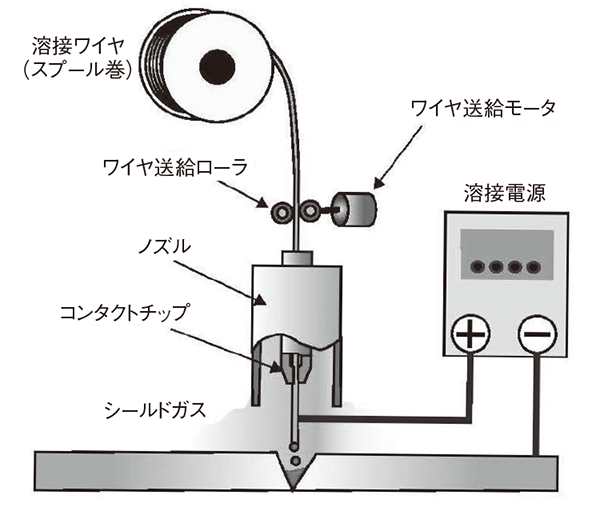
溶極式(消耗電極式)ガスシールドアーク溶接は、細径の溶接ワイヤ(消耗電極)と母材との間にアークを発生させ、その周囲をシールドガスでシールドして母材と溶接ワイヤを溶融する溶接法です。作業者が手でトーチを操作する半自動溶接の他、ロボット溶接や自動溶接などに幅広く使用されています。
溶接する素材や使用するガスの種類によってさまざまな溶接法があります。
■MAG(Metal Active Gas)溶接
活性ガス(炭酸ガス:CO2、またはAr:アルゴンガスとCO2の混合)を使用するアーク溶接の1種で、「炭酸ガスアーク溶接」または「CO2溶接」とも呼ばれています。
溶着速度が速く、深く溶け込むので強度が上がる特性があり、スパッタの少ない美しい仕上がりになります。
■MIG(Metal Inert Gas)溶接
ガスシールドアーク溶接の一種で、シールドガスに不活性ガス(主にHe:ヘリウムあるいはAr:アルゴンガス)を用いて実施される溶接方法です。
MAG溶接、CO2ガス溶接ではできない非鉄金属の溶接が可能で、溶接面がきれいに仕上がるという特長があります。
溶接する素材や使用するガスの種類によってさまざまな溶接法があります。
■MAG(Metal Active Gas)溶接
活性ガス(炭酸ガス:CO2、またはアルゴンガス:ArとCO2の混合)を使用するアーク溶接の1種です。
シールドガスにArとCO2を使用した混合ガスを用いた場合、スパッタが減り、ビード表面が滑らかになる傾向にあります。
一方でシールドガスにCO2を用いる溶接法は「炭酸ガスアーク溶接」または「CO2溶接」とも呼ばれています。
混合ガスに比べスパッタ量は増える傾向にあるものの、より深い溶け込みを得ることができることと、
シールドガスの費用が抑えられるため、多くの溶接現場で利用されています。
■MIG(Metal Inert Gas)溶接
ガスシールドアーク溶接の一種で、シールドガスに不活性ガス(主にHe:ヘリウムあるいはAr:アルゴンガス)を用いて実施される溶接方法です。
MAG溶接、CO2ガス溶接ではできない非鉄金属の溶接が可能で、溶接面がきれいに仕上がるという特長があります。
長所
(1)溶融速度(ワイヤが溶けて溶接部についていく速さ、すなわち溶接の能率の基本となるもの)が速い。
(2)溶接ワイヤがコイル状に巻かれているので連続的な溶接が可能。
- 手溶接のようなスラグ取りが不要
- アークを切らずに連続的に溶接でき、継目個所が少ないなどの理由で「アークタイム率」(作業時間の中で実際にアークを出して溶接している時間の割合)が良い。
(3)溶け込みが深い。(手溶接棒比 1.5 ~ 2 倍)
(4)溶着効率が高い。(CO2溶接法と手溶接で比べると、溶着効率は前者で約92 %、後者で約60 %程度)
(5)1種類のワイヤで適用する板厚の範囲が広い。
(6)溶接部の品質が優れている。
(7)全姿勢溶接が可能。
- F(Flat)… 下向き
- V(Vertical)…立向き
- H(Holizontal)…横向き
- O(Overhead)…上向き
(8)1種類のワイヤで適用する母材の範囲が広い。
(9)溶接部の歪みが少ない。
(10)溶接技量の要領が比較的容易に習得できる。(一般的に手溶接法の約1/2~1/3の期間で習得できる)
短所
(1)屋外作業などでは横風に対する防風対策が必要。(たばこの煙がなびく、風速2 m/secで影響する)
(2)磁気吹き現象によりアークが乱れる場合がある。



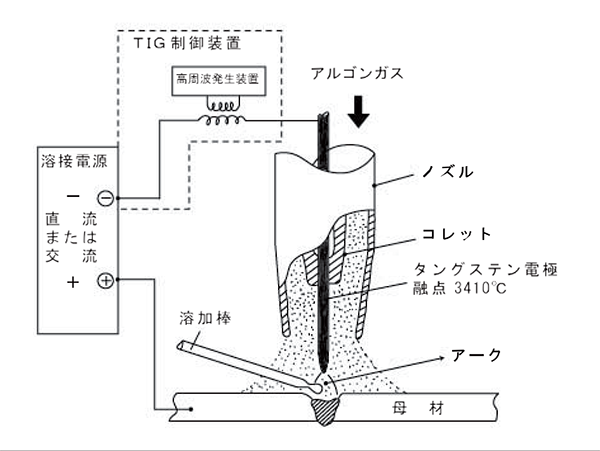
TIG(Tungsten Inert Gas)溶接は、アルゴンガスやヘリウムなどの不活性ガスで覆われた中にタングステン電極と母材の間にアークを発生させ、そのアーク熱により母材を溶解させる溶接法です。タングステン電極は融点が3410℃と高いため、高熱のアーク熱によっても、溶接消耗が少なくアークの安定性が良好なのでよく用いられています。一般的に薄板では溶加材なし、中厚板では溶加材を挿入しながら溶接します。
溶接電源は軟鋼やステンレスの溶接では直流、アルミやマグネシウムの溶接には交流電源が使われます。
長所
- 工業的に使われているほとんどの金属や合金が溶接できる
- 大気から保護されているので溶接部の品質性能が優れている
- スパッタが発生しないためビード外観が極めて良好。後仕上げが容易
- 全姿勢溶接が可能で、あらゆる継手形状に適用できる
- 小電流でもアークが安定し、薄板の溶接が行える
短所
- 風の影響を受けやすい(ガスシールドアーク溶接の短所)
- 一般に溶け込みが浅く、溶接速度を上げられない
- 母材面の汚れにより気孔、内部欠陥が発生しやすい



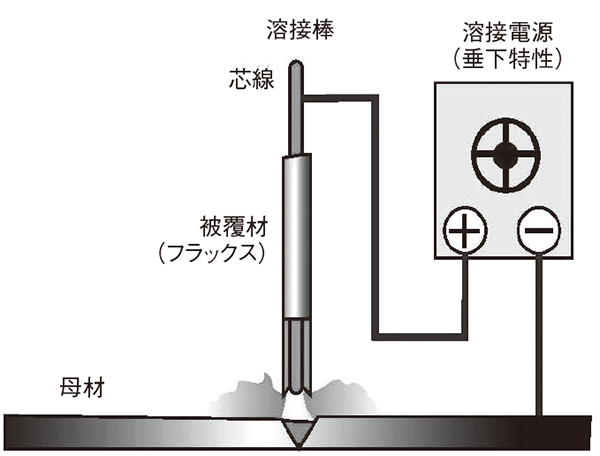
被覆アーク溶接は、被覆アーク溶接棒と母材との間にアークを発生させ、アーク熱で溶接棒と母材を溶融して溶接する方法です。
溶接棒は心線の外側が被覆剤(フラックス)で覆われており、これがアーク熱により溶けて、アークの安定化、スラグの形成、脱酸、精錬などの役割を果たします。
長所
- 屋外で作業可能
- 安価で比較的高品質
短所
- 溶け込みが浅く、溶接速度が遅い
- 技量によって仕上がりに差ができる
充実したサポート体制でご導入後も支えます。
ダウンロード可能な各種お役立ち資料も用意しております。

溶接のスペシャリストが溶接に関するお悩みに対し、実ワークで施工提案いたします。

パナソニックは全世界のお客様を支援する体制を整えております。日本から海外の工場へ生産展開するお客様も安心して当社設備をご使用いただけます。

パナソニック松溶会に加盟している方向けの特設ページです。
会員サイトP-Webへの申請書をダウンロードすることができます。


開催予定のセミナーや展示会情報をまとめて掲載しています。
また、過去のセミナーや展示会情報も掲載しています。

溶接のスペシャリストが溶接に関するお悩みに対し、実ワークで施工提案いたします。
パナソニックは全世界のお客様を支援する体制を整えております。日本から海外の工場へ生産展開するお客様も安心して当社設備をご使用いただけます。

パナソニック松溶会に加盟している方向けの特設ページです。
会員サイトP-Webへの申請書をダウンロードすることができます。
#1…機種選定、製品の取り扱い、設置、仕様などのご相談
#2…カタログなど資料のご請求、販売窓口に関するお問い合わせ
#3…故障、トラブル、修理に関するご相談
#4…溶接施工に関するご相談
#5…カレッジ、検定に関するお問い合わせ
#6…その他のご相談、お問い合わせ
(土日、祝日、年末年始、当社所定の休日は除く)