溶接条件の基本設定は溶接そのものの品質を上げるためにとても重要です。こちらでは基本的な溶接条件設定に関して簡単にまとめています。詳細は溶接手帳に掲載しておりますので、そちらも併せてご確認ください。
電流を調整することでワイヤの送給量が変化します。電流を上げるとワイヤの送給量は上がり、電流を下げると送給量は下がります。
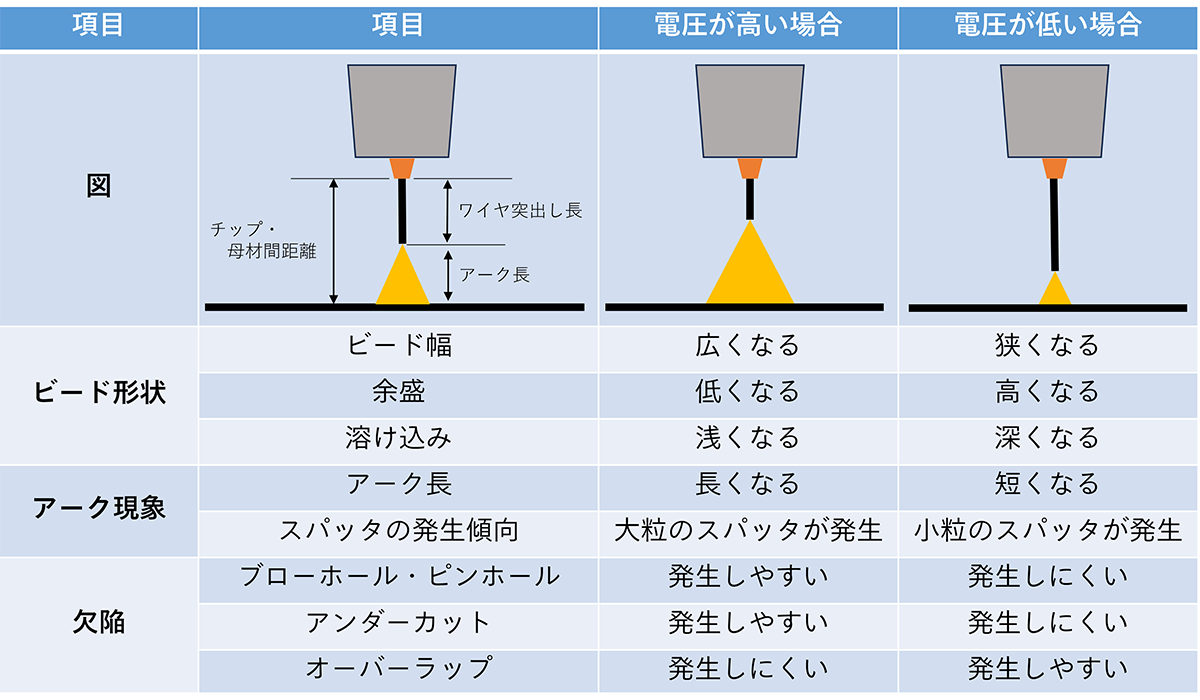
電圧を調整することで、対象の母材を溶かす力が変化します。
溶着金属量が少なくなり、ビード幅も狭くなる
溶着金属量が多くなり、ビード幅が広くなる。入熱が上がることで溶け込みも深くなる
電圧を調整することでアーク長が変動し、母材そのものを溶かす力が変化します。電圧を調整することにより、ビードの幅や形が変化します。
電圧を上げるとビード幅が広くなり、電圧を下げるとビード幅は狭くなります。
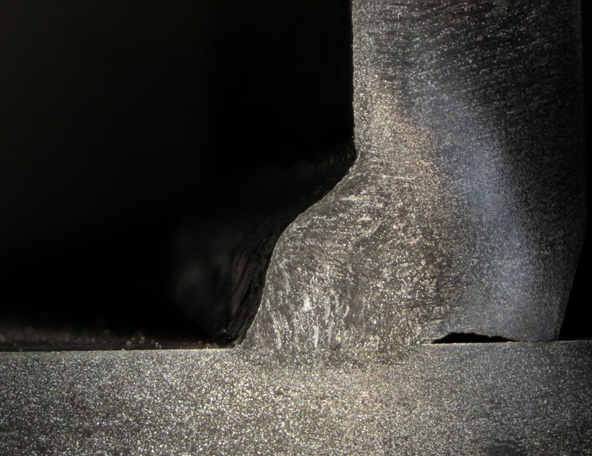
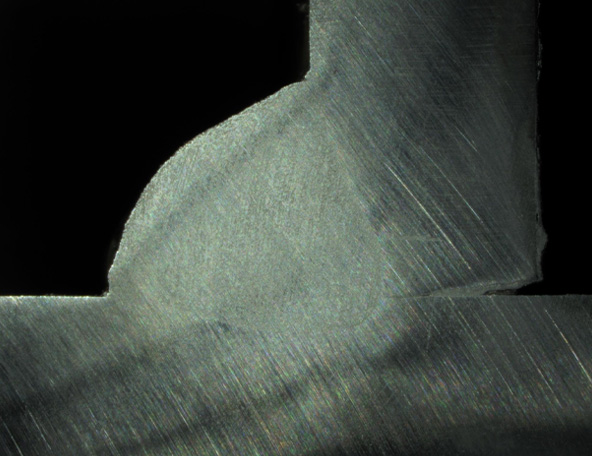
溶け込みが深くなり、ビード幅が狭くなる。ビード余盛が電圧が高い場合に比べ高くなる
※赤破線は右写真ビードとの比較

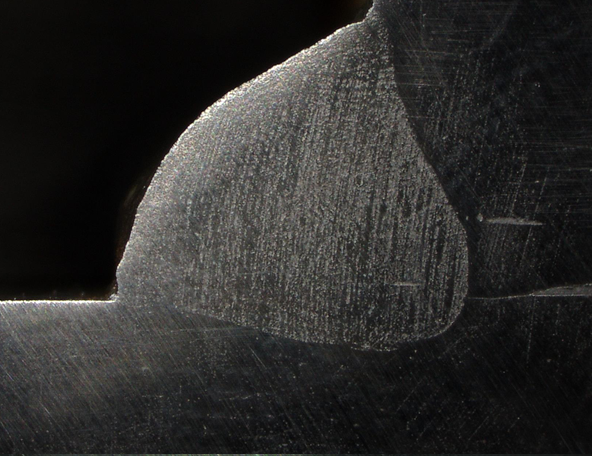
溶け込みが浅くなり、ビード幅は広くなる。ビード余盛は低く、表面はフラットな外観

速度のみを変化させた場合、ワイヤの送給量が変化しないため、母材への入熱と溶着金属量が変動します。
- 溶着金属量が多くなる
- 溶け込みが深くなる
- 溶着金属量が少なくなる
- 溶け込みが浅くなる

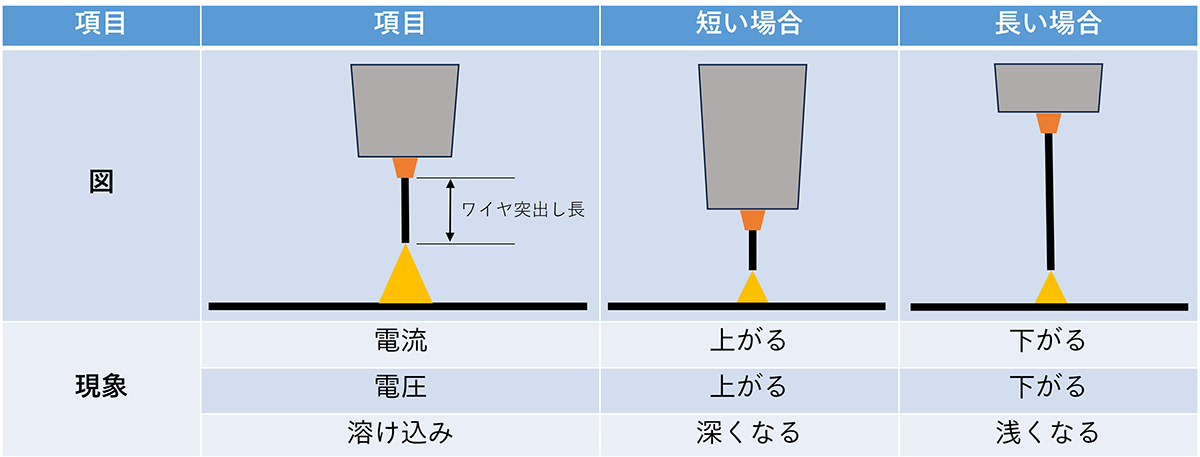
チップ先端から母材までの距離に応じた変化をまとめています。
電圧の変化に応じたそれぞれの変化ポイントをまとめています。
開催予定のセミナーや展示会情報をまとめて掲載しています。
また、過去のセミナーや展示会情報も掲載しています。


溶接のスペシャリストが溶接に関するお悩みに対し、実ワークで施工提案いたします。

パナソニックは全世界のお客様を支援する体制を整えております。日本から海外の工場へ生産展開するお客様も安心して当社設備をご使用いただけます。

パナソニック松溶会に加盟している方向けの特設ページです。
会員サイトP-Webへの申請書をダウンロードすることができます。

#1…機種選定、製品の取り扱い、設置、仕様などのご相談
#2…カタログなど資料のご請求、販売窓口に関するお問い合わせ
#3…故障、トラブル、修理に関するご相談
#4…溶接施工に関するご相談
#5…カレッジ、検定に関するお問い合わせ
#6…その他のご相談、お問い合わせ
(土日、祝日、年末年始、当社所定の休日は除く)