溶接構造物を製作する溶接作業現場において、適正に溶接されないと溶接部に様々な欠陥が発生し、場合によっては重大な破壊事故につながってしまうものもあります。
こちらではそんな溶接欠陥の種類についてまとめております。
- 降雨や強風などの溶接施工に不向きな作業環境
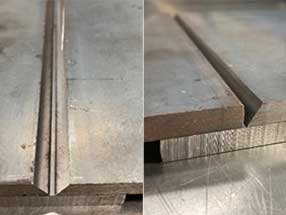
- 開先加工の悪さ、過小なルート間隔
- 湿気を含んだ溶接棒や錆びが付着したワイヤの使用
- 溶接材料の選択不良
- 不適切な溶接条件(電流・電圧・速度が不適当)
- 不十分なパス間温度管理による溶接施工
窒素、一酸化炭素、 水素などのガス成分や亜鉛など金属蒸気等が取り込まれることにより発生する溶接金属内の気孔のこと。
一般的に溶融部の内部に発生するものをブローホール、表面に現れる穴をピットと呼びます。
主な要因
- ガスによるシールド不良
- 脱酸剤の不足
- 母材表面及び開先面の錆びや油分
- メッキやプライマー等の表面付着剤
- 溶接材量中の水分
適正なガス流量になるように流量を確認・調整する

溶接母材に適した溶接用ワイヤを選定する

溶接前に母材処理を行う(表面や開先内の湿気や油分の除去)

溶接ビード止端部に存在する ノッチ状にえぐれた欠陥のこと。 アークで掘り起こされ溶融プールが埋めきれない場合に発生します。
水平隅肉溶接の場合、溶融金属が固まる前に重力により上端部の溶融金属が垂れ下がることで起こる場合もあります。
主な要因
- 溶接電流が適正値に比べ高すぎる
- 溶接速度が速すぎる

溶接速度を下げることで、溶融プールを埋め切れるよう十分な溶融金属量を確保します

入熱を下げ、さらに溶融金属量を少なくすることで欠陥を解消します

母材が厚くビード幅を確保しなければならない場合は溶接姿勢の変更も検討ください
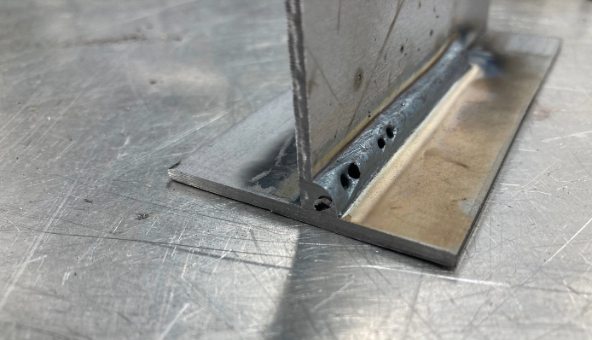
母材表面にあふれ出た溶融金属が母材に融合することなく冷接することにより生じる欠陥です。水平隅肉溶接の場合、上端部の溶融金属が固まる前に重力より下端部に垂れてしまうことで起こる場合もあります。
主な要因
- 溶接電流が適正値に比べ低すぎる
- 溶接速度が速すぎる

溶接速度を下げることで、十分な入熱を確保し溶融金属の融合を促進します
入熱を上げ溶融金属量を多くすることで欠陥を解消します

母材が厚くビード幅を確保しなければならない場合は溶接姿勢の変更も検討ください
溶接中あるいは溶接直後に発生する割れです。
発生時期や場所によって凝固割れ / 延性低下割れ / 液化割れ等に分類されます。
主な要因
- 成分偏析による凝固温度の低下と溶接時に発生する収縮応力

サビや塗装などの不純物や母材内部の不純物元素を減らすことで収縮応力の発生を低減し、割れのリスクも低減できます

溶接速度を下げることで割れのリスクを低減することができます

急熱 / 急冷などによる金属温度の急変を避ける

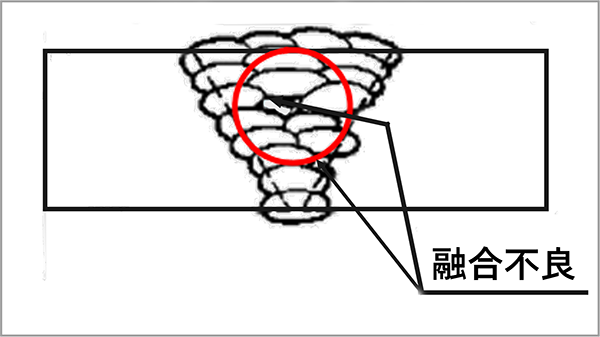
ビードと開先面、ビードとビードが溶け合わずに接触しているだけまたは隙間ができている状態です。
主な要因
- 開先角度が狭い
- 溶接条件が適切ではない
- 前層のスラグ除去ができていない
※右図は融合不良発生時のイメージです
開先が狭い場合に発生しやすい傾向があるため、開先角度を再度検討する
十分な溶け込みが得られる溶接条件で施工する

スラグを除去してから次の層の溶接を実施する

溶接中には発生しないものの、溶接後冷却してから発生する割れのこと。 発生に要する時間は溶接後2~3日以内であることが多く、遅れ割れとも言います。
主な要因
- 硬化組織、水素及び引張り応力の3つであり、これらが全て揃った場合に発生するとされています
予熱、直後熱を行うことや、溶接材料を乾燥して 脱酸処理を十分に行うことが有効です

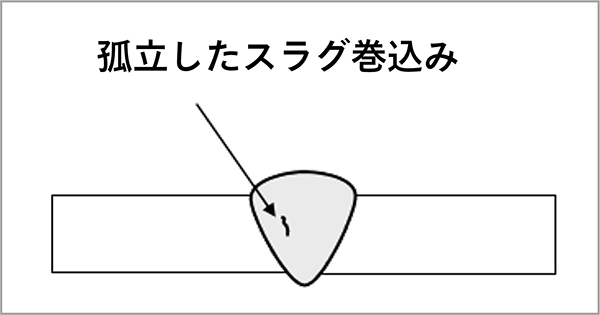
溶接中に溶接部内にある溶融スラグや不純物が浮上せずに溶着金属内に残ってしまうこと
主な要因
- 多層盛り溶接での発生が多い。
特にアンダーカットや凸形状の溶接ビード止端部に残留しやすいため、これらがスラグ巻込みの原因となる場合が多い。
※右図はスラグ巻き込み発生時のイメージです
多層盛りの場合は前層のスラグを十分に除去する
凸形状のビードにならないよう、運棒操作を適正に行う
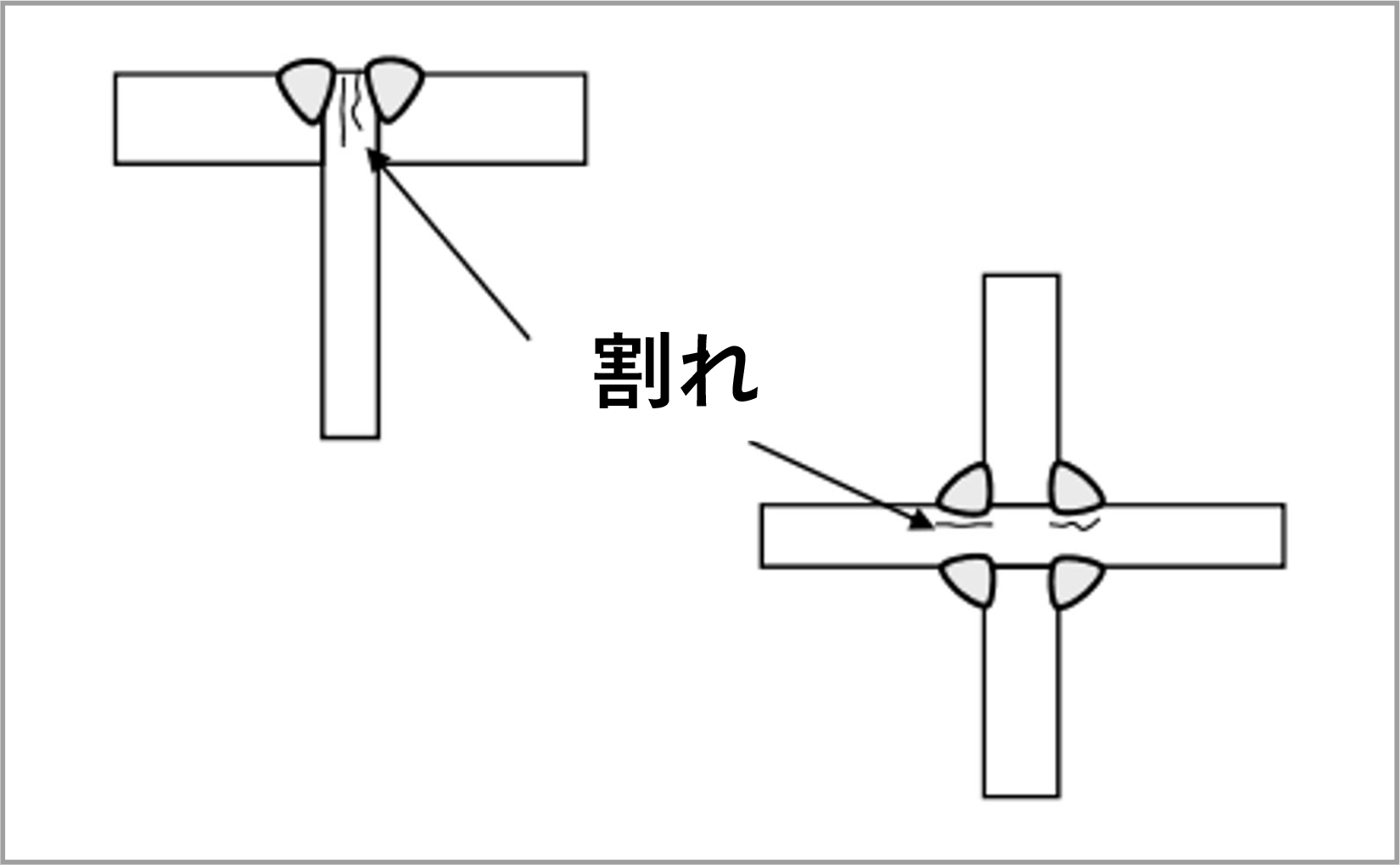
十字継手、T形突合せ継手あるいは多層盛隅肉継手のように溶接後の収縮力によって鋼板の厚さ方向に大きな引張り応力が働く場合に生じる欠陥である
主な要因
- 溶接によって母材に厚板方向の大きな引張り応力が発生する可能性がある継手の場合に起こりやすい
- 母材の硫黄含有量が多い
硫黄含有量を低くした鋼材を使用する

厚板方向に大きな引張応力がかからないような 継手形状、開先形状を採用する
開催予定のセミナーや展示会情報をまとめて掲載しています。
また、過去のセミナーや展示会情報も掲載しています。


溶接のスペシャリストが溶接に関するお悩みに対し、実ワークで施工提案いたします。

パナソニックは全世界のお客様を支援する体制を整えております。日本から海外の工場へ生産展開するお客様も安心して当社設備をご使用いただけます。

パナソニック松溶会に加盟している方向けの特設ページです。
会員サイトP-Webへの申請書をダウンロードすることができます。

#1…機種選定、製品の取り扱い、設置、仕様などのご相談
#2…カタログなど資料のご請求、販売窓口に関するお問い合わせ
#3…故障、トラブル、修理に関するご相談
#4…溶接施工に関するご相談
#5…カレッジ、検定に関するお問い合わせ
#6…その他のご相談、お問い合わせ
(土日、祝日、年末年始、当社所定の休日は除く)