溶接欠陥の発生を防止するためには溶接の基本に従って適切な溶接施工条件での施工と溶接環境の管理が大切です。
こちらでは、そんな溶接施工上の注意点をまとめています。

ノズルにスパッタが付着しているとガスによるシールドが十分に行われず、溶接欠陥が発生する場合があります。
また、ノズルの変形も同様のリスクが発生します。

条件の設定方法に関してはこちらで詳しく解説しています。

ガスシールドが十分に行われない場合、様々な溶接欠陥が発生します。
溶接条件に応じて適切なガス流量を確保しましょう。
ガス流量の目安は溶接手帳(標準溶接条件)に記載がございます。
母材にほこりや水分等が付着したまま溶接施工を行うことで、溶接欠陥が発生しやすくなります。
施工前には必ず不純物を取り除くようにしましょう。

溶接機器には使用率が定められています。使用率とは10分間のうち連続溶接が何分可能かを示したものです。
溶接電流や機器により数値が異なりますが、使用率を超えた状態で使用を続けると機器の故障や発火のリスクが高まります。
計算式や詳しい説明は、各機器の使用率を掲載したページ、または溶接手帳をご確認ください。

溶融プールが先行すると、アークがプール上に発生してしまい十分な溶け込みが得られない場合があります。
下進溶接や、電流が高い溶接時に起こりやすい現象です。
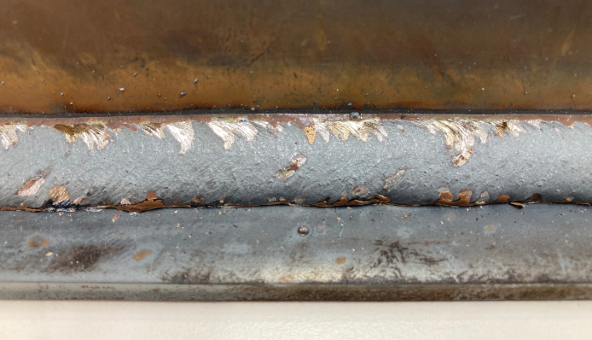
前進角を大きく取りすぎると,溶融金属が前方に押し出されアークは母材に直接届きにくく,溶込みが十分に得られなくなる場合があります。
また比較的大きなスパッタがトーチ前方へ飛散しやすくなります。
前進角10°〜20°で前進法を用いることが一般的ですが、ワークの形状や溶接条件に応じて適切なトーチ角度を設定しましょう。

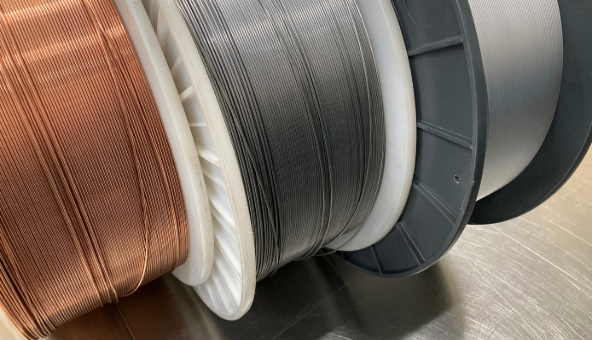
ワイヤに錆が発生すると、その錆が原因となり溶接不良が発生します。
水分の多い場所や高温多湿の場所には保管せず、なるべく乾燥したところで保管するようにしましょう。
使用前には目視での確認も効果的です。
鋼材に付着した水分、油分、錆は溶接欠陥の発生するリスクを大きくします。
鋼材により適した保管環境がありますので、なるべく乾燥した場所できれいに保つようにしましょう。

開催予定のセミナーや展示会情報をまとめて掲載しています。
また、過去のセミナーや展示会情報も掲載しています。


溶接のスペシャリストが溶接に関するお悩みに対し、実ワークで施工提案いたします。

パナソニックは全世界のお客様を支援する体制を整えております。日本から海外の工場へ生産展開するお客様も安心して当社設備をご使用いただけます。

パナソニック松溶会に加盟している方向けの特設ページです。
会員サイトP-Webへの申請書をダウンロードすることができます。

#1…機種選定、製品の取り扱い、設置、仕様などのご相談
#2…カタログなど資料のご請求、販売窓口に関するお問い合わせ
#3…故障、トラブル、修理に関するご相談
#4…溶接施工に関するご相談
#5…カレッジ、検定に関するお問い合わせ
#6…その他のご相談、お問い合わせ
(土日、祝日、年末年始、当社所定の休日は除く)