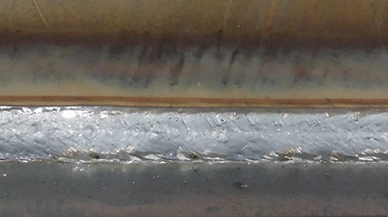
新MTS制御によりCO2中電流域でスパッタ大幅低減 YD-350VZ1
波形制御にて、アーク期間中のアーク力を強くすることで、アーク期間中に起きる微小短絡を減らし、低スパッタを実現します。また、短絡の直前・直後の溶接電流を急峻に垂下させて、短絡もしくはアークへスムーズに移行することで、スパッタを低減させます。
溶接電流:200A 電圧:22.0V 溶接速度:40 cm/min
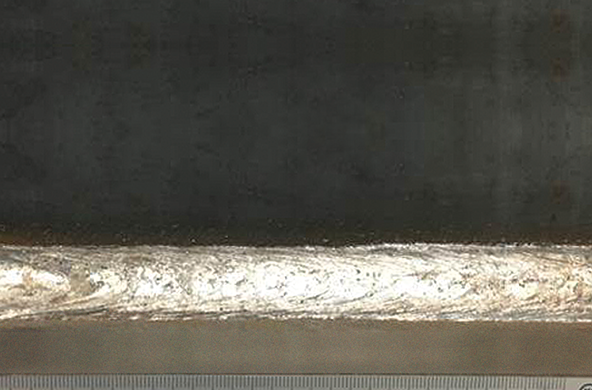
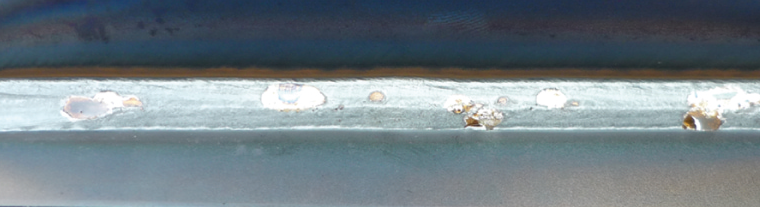
新SP制御によりMAG/MIG溶接で低スパッタ YD-350VZ1
MAG溶接、MIG溶接における美しいビード外観と低スパッタを実現します。
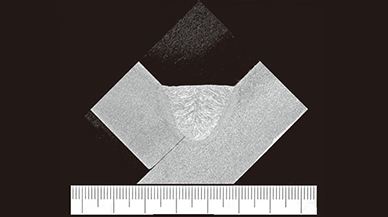
母材:軟鋼(板厚:2.3mm)
継手:すみ肉
溶接電流:130 A 16.8 V
溶接速度:30 cm/min
ワイヤ:YM-50MT(φ1.2mm)
ガス:MAG(Ar80%+CO2)
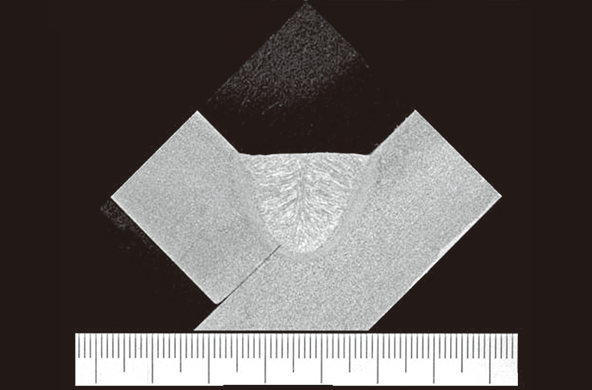
高精度パルス制御 YD-700VH1 YD-400VP1
VHパルス制御 YD-700VH1
大電流時の不安定溶滴移行(ローテーティング移行)を抑え、安定したアークを実現します。
溶接電流:700A 電圧:45.0V 溶接速度:30 cm/min 母材:軟鋼
板厚:22 mm 継手:下向きすみ肉 ワイヤ:YGW11 (Φ1.4) シールドガス:Ar80%+CO₂
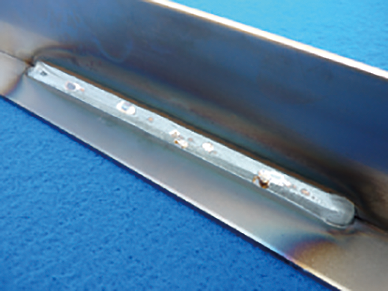
VPパルス制御 YD-400VP1
突き出し長さが変化してもアーク長を一定に制御するため、手振れを気にしない高精度パルス溶接を実現します。
- 電流/電圧:300 A/29.6 V
- 速度:0.8 m/min
- 母材:軟鋼
- 板厚:3.2 mm
- 継手:水平すみ肉
- ワイヤ材質:YGW15
- ワイヤ径:φ1.2
- シールドガス:Ar80 %+CO2
溶接条件設定を簡単に YD-350VZ1 YD-400VP1 YD-350/500VR1
溶接ナビ
継手形状や板厚など各種条件を設定していくことで、本溶接条件を自動決定します。
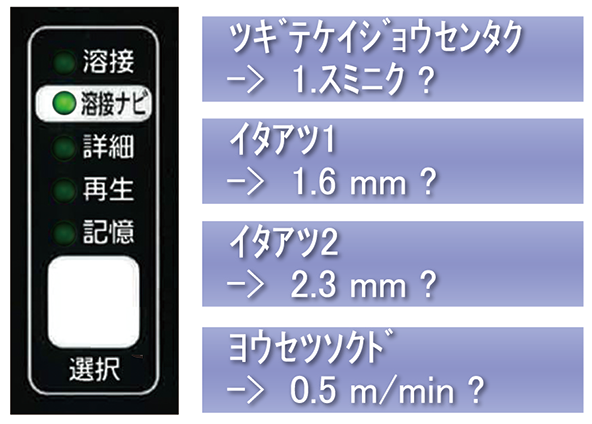
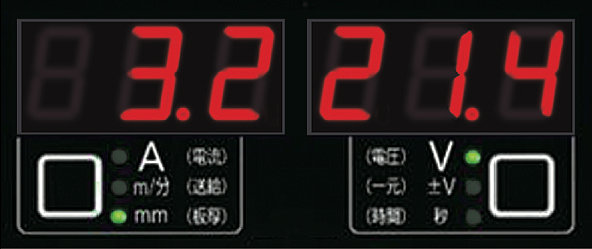
板厚指令
板厚を入力するだけで、溶接条件が設定可能です。
(同板厚のすみ肉溶接における推奨値です。)

各データを出力して品質・現場管理をサポート Vシリーズ共通
出力管理機能
モーター電流やアークタイム等の各種溶接データを出力します。任意の値を設定して管理することも可能です。
溶接機に必要な設備や溶接条件など、お客様のお困りごとを解決するお役立ち情報満載の「溶接手帳(溶接関連資料)」はこちらからダウンロードすることができます。
充実したサポート体制でご導入後も支えます。
ダウンロード可能な各種お役立ち資料も用意しております。

パナソニックは全世界のお客様を支援する体制を整えております。日本から海外の工場へ生産展開するお客様も安心して当社設備をご使用いただけます。


#1…機種選定、製品の取り扱い、設置、仕様などのご相談
#2…カタログなど資料のご請求、販売窓口に関するお問い合わせ
#3…故障、トラブル、修理に関するご相談
#4…溶接施工に関するご相談
#5…カレッジ、検定に関するお問い合わせ
#6…その他のご相談、お問い合わせ
(土日、祝日、年末年始、当社所定の休日は除く)